Client’s profile:
Our client is one of the largest and most renowned suppliers and manufacturers of sugar and sugar-related products in Africa. A variety of sugar-related products are produced by the company, including sugar crystals, liquid sugar, brown sugar, and jaggery, among others.
About the Product:
The sugar cane crop is processed into sugar. All the byproducts of this process are bagasse, molasses, and filter cake. Bagasse is the dry fiber that remains after cane juice has been extracted.
Further purification of sugar is achieved through refinement. As soon as the heavy syrup has been mixed with the sugar, it is centrifuged. This results in the sugar crystals’ outer coating being washed away, resulting in a less pure interior than the outer coating. A syrup containing 60% solids is formed after all the sugar has been dissolved.
A solution of sugar is clarified by adding phosphoric acid and calcium hydroxide, which precipitates calcium phosphate. In addition to entrapping some impurities, calcium phosphate particles absorb others and then float to the top of the tank, where they can be skimmed off. The carbonation method is similar to the “phosphatising” method but uses carbon dioxide and calcium hydroxide in order to produce calcium carbonate precipitates.
Following the decolorization of the syrup, activated carbon is used to filter it and crystallize it to produce white refined sugar. There are some remaining impurities that are adsorbent to carbon in order to remove those that produce color. Following the purification of the syrup, it is concentrated until it has reached supersaturation and crystallized in a vacuum.
Challenges:
It was necessary for the customer to screen 125m3/hr and for this purpose, they required a very large screening machine capable of performing this task, however, manufacturing such a large machine is not feasible and the required efficiency is also not achievable.
Secondly, the manufacturer had to clean the mesh after every batch of screening the syrup. Therefore, he was required to employ many people, and this took a great deal of time.
Three challenges were faced by the producer, including the distribution system from the overhead buffer tank to the vibrating screen, where the flow needed to be regulated and divided equally.
Are you interested in customized solution?
Contact Us Now: Sugarcane Juice Filtration In Bulk QuantitySolutions :
Sivtek experts were contacted by the giant agglomerate and their concerns were shared. Having discussed and understood the challenges and problems of the customer, the sales team and design team came up with multiple solutions to solve the issues arising during different stages of syrup production.
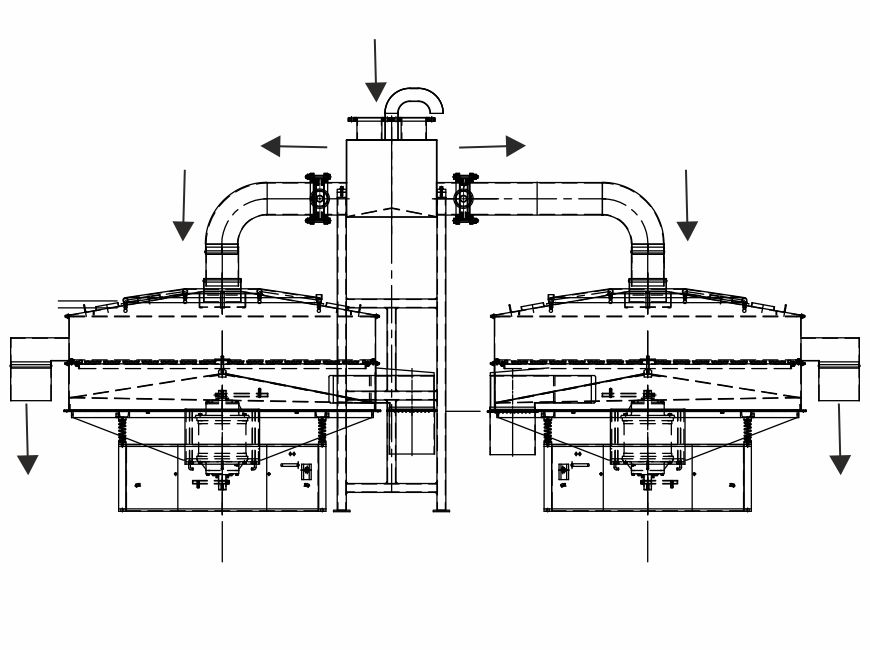
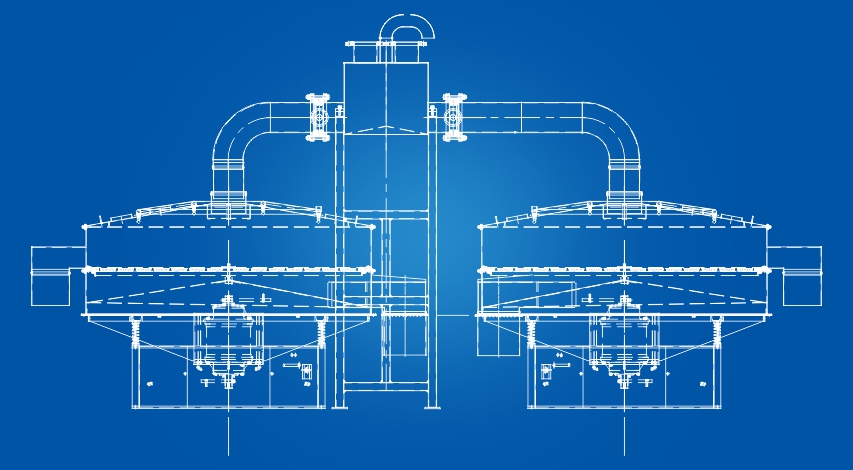
Initially, 3 giant Vibro screens, each with a diameter of 84 inches, were provided with a single deck and mesh deblinding arrangement, which enabled the mesh to be unclogged during processing.
To overcome the second hurdle, a CIP (Clean in Place) system was installed on all 3 machines, in which a pressurized spray of cleaning fluid was sprayed onto the mesh. Additionally, a separate pressure arrangement was provided for the regulation of fluid flow.
Lastly, we constructed a stainless-steel distribution system and provided a diverter valve that could be manually adjusted according to the flow and requirements of the material. To evenly divide the sugar syrup, the diverter valve was opened 33.33% on each vibrating screen, allowing 42 m3/hr to flow through each.
Result
The customized solution provided not just helped them to achieve the desired output but also helped to solve the main issues of processing such a big amount and dividing the amount equally without choking the mesh.